

 English
English français
français español
español العربية
العربيةПоиск
Что Вы ищете?
Поиск

Путь от рулонов сырой стали до полностью собранной самонесущая решетчатая башня— это симфония тяжелого производства, точного инженерного расчета и тщательного контроля качества. Самонесущая башня — это пространственная решетчатая конструкция, собранная из сотен или даже тысяч уголков и соединительных пластин с помощью болтов. Любое отклонение в одном отверстии соединения может сделать монтаж на месте невозможным. Именно поэтому производственный процесс регулируется строгими стандартами — обычно GB/T 2694 для опор линий электропередачи или ANSI/TIA-222-H для телекоммуникационных конструкций — и почему каждый этап, от плоского проката до финальной упаковки, подлежит систематической проверке качества.

Это руководство описывает полный процесс изготовления, выделяя ключевые точки контроля качества, которые гарантируют, что каждая башня прибывает на площадку готовой к плавному и эффективному монтажу.
Производственный цикл начинается с приемки и проверки сырья. Высококачественные низкоуглеродистые стальные рулоны или уголковые профили доставляются на завод. По прибытии материалы проходят визуальный осмотр на поверхностные дефекты, затем отбираются образцы для физико-химических испытаний, чтобы проверить механические свойства и химический состав в соответствии с национальными стандартами. Для опор линий электропередачи и телекоммуникационных башен часто используются материалы Q235B, Q345B или Q355B (высокопрочная низколегированная сталь), выбранные за их прочность, ударную вязкость и свариваемость.
Для уголковых стальных профилей, получаемых из рулонов, сталь разматывается, выравнивается и разрезается на узкие полосы, затем подается через серию валков в процессе холодного формования для придания стандартного L-образного профиля. Такая холодная обработка повышает прочность за счет наклепа.
Далее выполняется резка. Длинные уголки нарезаются на заданные длины согласно чертежам конструкции башни с использованием высокоточных пильной резки или резки ножницами. Для стальных пластин, используемых в косынках и соединительных узлах, резка выполняется с помощью плазменных, газовых или лазерных станков в зависимости от толщины.
· Сертификация материала: сертификаты прокатного стана должны подтверждать химический состав и механические свойства
· Точность размеров: длины резки должны соответствовать проектной документации; ошибки на этом этапе накапливаются в последующих операциях
· Качество кромок: отсутствие заусенцев и ровные торцы обеспечивают правильную сборку
· Прослеживаемость материала: каждая партия маркируется и отслеживается на всех этапах производства

Создание отверстий, пожалуй, является самым критически важным этапом изготовления башни. Вся философия болтовых соединений решетчатой башни зависит от точности расположения отверстий в пределах жестких допусков. Существует два основных метода:
Пробивка на ЧПУ: для большинства стандартных уголковых профилей производители используют линии производства уголков с ЧПУ для пробивки. Это автоматизированное оборудование объединяет подачу, транспортировку, пробивку и резку, управляемое напрямую данными из программ раскроя — полностью исключая ручные измерения и разметку. Технология ЧПУ обеспечивает идентичность всех компонентов, устраняя ошибки сборки и обеспечивая структурную целостность.
Сверление на ЧПУ: для более толстых сечений (обычно уголков с толщиной полки более 14 мм) или когда требуется более высокое качество поверхности отверстий, предпочтительно сверление. Сверление не вызывает ударного разрыва основного металла, обеспечивая более гладкую поверхность стенок отверстий.
Для соединительных пластин (косынок) отверстия выполняются с помощью гидравлических прессов с несколькими штампами, способных выполнять пробивку, сверление и даже маркировку за один цикл.
· Точность расположения отверстий: системы ЧПУ обеспечивают точность, недостижимую при ручных операциях
· Диаметр и округлость отверстий: контролируются в процессе производства персоналом ОТК
· Удаление заусенцев: кромки отверстий зачищаются для предотвращения концентрации напряжений и обеспечения плавной установки болтов
· 100% первичный контроль: первая деталь каждой партии полностью измеряется перед запуском массового производства

Некоторые компоненты — такие как раскосы, изогнутые соединения и профили траверс — требуют гибки, выходящей за пределы стандартного уголкового профиля. холодная гибка преимущественно используется, при которой сталь формуется при комнатной температуре с помощью гидравлических прессов или ротационных гибочных станков. Этот метод эффективен и сохраняет свойства материала.
Для очень толстых сечений или малых радиусов изгиба может применяться горячая гибка (нагрев стали до определенной температуры для придания пластичности), хотя она менее распространена для стандартных уголков.
Дополнительные операции формовки включают:
· Резка углов: удаление материала для обеспечения зазора в соединениях
· Открытие/закрытие углов: регулировка угла между полками
· Выравнивание: сжатие конца элемента для обеспечения посадки соединения
· Очистка корня шва: Удаление металла корня сварного шва для надлежащей подготовки соединения
· Обработка обратной стороны: Механическая обработка обратной стороны полок уголков для заподлицо соединения
· Радиус гиба и угол: Проверяются в соответствии с проектными спецификациями
· Целостность поверхности: Отсутствие трещин или чрезмерного утонения в местах гиба
· Размерная стабильность: Сформованные компоненты должны сохранять форму при последующей обработке и перемещении

Хотя основная конструкция башни использует болтовые соединения для монтажа на месте, более мелкие подсборки — такие как соединительные пластины, патрубки, опоры лестниц и площадки оборудования — свариваются на заводе.
Квалифицированные сварщики используют процессы, включая SMAW (Shielded Metal Arc Welding) или более эффективный FCAW (Flux-Cored Arc Welding). Все сварочные работы выполняются в соответствии с утверждёнными Welding Procedure Specifications (WPS) , при этом сварщики сертифицированы по конкретным выполняемым процедурам.
Для критических несущих сварных швов, 100% non-destructive testing (NDT) применяется. Для башен, которые будут подвергаться горячему цинкованию, качество сварных швов особенно важно, поскольку цинкование не скрывает дефекты — оно может даже выявить пористость или шлаковые включения через протечки цинка.
· Визуальный контроль: Внешний вид шва, профиль и подрезы проверяются уполномоченным персоналом
· Методы НК:
Ультразвуковой контроль (UT): выявляет внутренние дефекты, такие как непровары, трещины и шлаковые включения
Магнитопорошковый контроль (MT): выявляет поверхностные и подповерхностные трещины
Капиллярный контроль (PT): для немагнитных материалов или как альтернатива для выявления поверхностных дефектов
· Точка контроля (hold point): Все проверки и испытания сварных швов должны проводиться не ранее чем через 48 часов после завершения сварки
· Прослеживаемость качества: Все протоколы инспекций архивируются в системе прослеживаемости качества
После изготовления каждый компонент проходит hot-dip galvanizing (HDG) . Этот процесс обеспечивает металлургическое соединение между цинком и сталью, обеспечивая превосходную долговечную защиту от коррозии. Последовательность цинкования строго контролируется:
Обезжиривание/щелочная очистка:Удаляет органические загрязнения, такие как масло, смазка и грязь
Травление (кислотная ванна): Погружение в разбавленную соляную или серную кислоту для удаления окалины и ржавчины, обнажая идеально чистую сталь
Флюсование: Компоненты погружаются в раствор хлорида цинка и аммония для предотвращения окисления перед цинкованием
Цинкование: Погружение в ванну с расплавленным цинком при примерно 450°C (840°F)
Охлаждение/закалка: Контролируемое охлаждение для остановки реакции и затвердевания покрытия
· Предцинковочный контроль:Подготовка поверхности должна быть полной и равномерной перед погружением
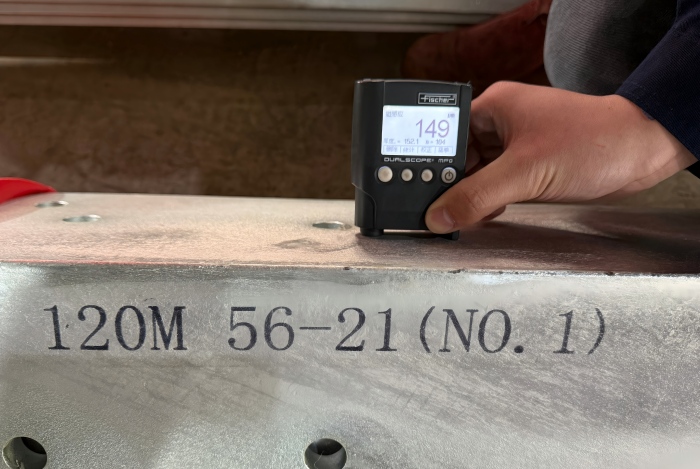
· Толщина покрытия: Измеряется магнитными или электромагнитными толщиномерами; минимальная толщина согласно ASTM A123 или GB/T 13912 (обычно 85 мкм для конструкционной стали, с увеличенной толщиной для агрессивных сред)
· Внешний вид покрытия:Должно быть непрерывным, относительно гладким и свободным от следов флюса, непрокрашенных участков, вздутий и крупных включений шлака
· Испытание адгезии: Молотковые испытания или решетчатые надрезы подтверждают прочность сцепления покрытия
· Проверка равномерности: Испытания погружением в сульфат меди (тест Писа, Preece test) проверяют наличие непокрытых участков
· Отбраковка и доработка: Любые компоненты, не прошедшие контроль, маркируются, изолируются и возвращаются на повторное цинкование
Пробная сборка — это незаменимый этап проверки качества в производстве башен и финальная техническая контрольная точка перед поставкой. Обычно она проводится на специальной сборочной площадке, точно выровненной для имитации фактической монтажной опорной плоскости.
Рабочие строго следуют монтажным чертежам и спецификациям болтов, используя болты и шайбы, идентичные тем, что применяются на площадке, собирая основные элементы, диагонали, горизонтальные и второстепенные элементы по частям. Для каждой производственной партии выбираются репрезентативные секции башни или полностью собранные верхние секции и узлы ствола для заводской предварительной сборки.
Во время пробной сборки инженеры по качеству сосредотачиваются на:
· Общие геометрические отклонения: Ширина ствола башни, разница диагоналей, перепады уровня траверс
· Посадка соединительных узлов: Проверка, что результаты зачистки корня, обработки обратной стороны (back shaving) и горячей гибки соответствуют стандартам
· 100% проходимость болтов: Развёртывание отверстий или принудительная забивка строго запрещены; каждое болтовое отверстие должно принимать болт без усилия
· Совместимость комплектующих:Лестницы, площадки, кабельные опоры и кронштейны антенн проверяются на совместимость соединений
После сборки, лазерные дальномеры, теодолиты и специализированные измерительные инструменты используются для комплексных измерений. Каждый параметр фиксируется, выполняется фотодокументация. При обнаружении любых отклонений команда немедленно возвращается к ответственному процессу и внедряет корректирующие действия до полного соответствия всем проектным допускам.
После успешного прохождения пробной сборки компоненты нумеруются в соответствии с последовательностью монтажа, демонтируются и подготавливаются к отгрузке. Этот этап принципиально устраняет неопределённости монтажа на площадке. Особенно для экспортных проектов выявление и устранение проблем внутри страны гарантирует, что башни прибывают на объект готовыми к быстрому и эффективному монтажу.

После успешной пробной сборки и демонтажа компоненты упаковываются для отгрузки. Стратегия упаковки должна защищать горячее цинковое покрытие от повреждений при транспортировке и одновременно максимально эффективно использовать контейнерный объём.

Для башен из угловой стали модульная конструкция обеспечивает исключительно эффективную упаковку. В отличие от сварных секций монопольных опор, которые имеют фиксированную громоздкую форму, элементы из угловой стали компактно укладываются с высокой плотностью. Типичные методы упаковки включают:
Пластиковая упаковка: Для защиты от коррозии при морских перевозках
Стальные рамы или ящики: Для конструкционной защиты тяжелых компонентов
Индивидуальные контейнерные рамы: Точно рассчитанные под 20-футовые или 40-футовые контейнеры, с несущими балками и точками подвеса, соответствующими внутренним размерам контейнера
Компоненты упаковываются с инструкциями по сборке и всеми необходимыми крепежными элементами — анкерными болтами, гайками, шайбами. Для международных поставок готовятся подробные упаковочные листы и таможенная документация.
Подсчет и идентификация компонентов: Все детали проверяются по упаковочным ведомостям
Защита покрытия: Оцинкованные поверхности защищены от истирания при транспортировке
Маркировка: Четкая идентификация каждого компонента в соответствии с монтажными чертежами
Оптимизация загрузки контейнера: Максимальное использование массы и объема при обеспечении устойчивости во время транспортировки

Производство самонесущей решетчатой башни — это системный процесс, в котором качество не проверяется в конце, а закладывается на каждом этапе. От первичной сертификации материалов до финальной пробной сборки каждую операцию регулируют квалифицированные процедуры, выполняют опытные специалисты и подтверждают строгими проверками. Пробная сборка, в частности, служит окончательным доказательством точности производства: если башня собирается на заводском полу, она соберется и на объекте.
Для заказчиков и операторов сетей понимание этого производственного процесса дает уверенность в том, что поставляемая на объект башня — это не просто набор стальных элементов, а точно спроектированная конструкция, которая была проверена — болт за болтом — на корректную сборку, надежную работу и долгий срок службы.
Перед размещением следующего заказа на башню вот вопросы, которые отличают профессиональных производителей от остальных:
· “Вы выполняете пробную сборку каждой партии — и могу ли я присутствовать при этом?”
· “Какой у вас допуск на обработку отверстий на CNC станках — и по какому стандарту вы работаете?”
· “Какая у вас спецификация толщины цинкового покрытия — и как вы ее проверяете?”
· “Какие методы НК (NDT) вы используете для критических сварных швов — и какой процент контроля?”
· «Можете ли вы предоставить полный пакет качества — сертификаты на материалы, отчёты NDT, отчёты испытаний цинкования и протоколы пробной сборки?»
Готовы обсудить ваш следующий проект башни? Свяжитесь с нашей инженерной командой сегодня для индивидуального проектирования, изготовления и планирования обеспечения качества.








 Поддерживается сеть IPv6
Поддерживается сеть IPv6